挤出工艺
|
a |
b |
|
建议使用双螺杆挤出机,并配备下游进料口,用于添加空心玻璃微珠。下游进料口的螺杆螺纹应该设置为最小剪切压力; |
从树脂熔融处之后开始添加空心玻璃微珠,建议将挤出机的螺杆速度和出口压力降至最小值。 |

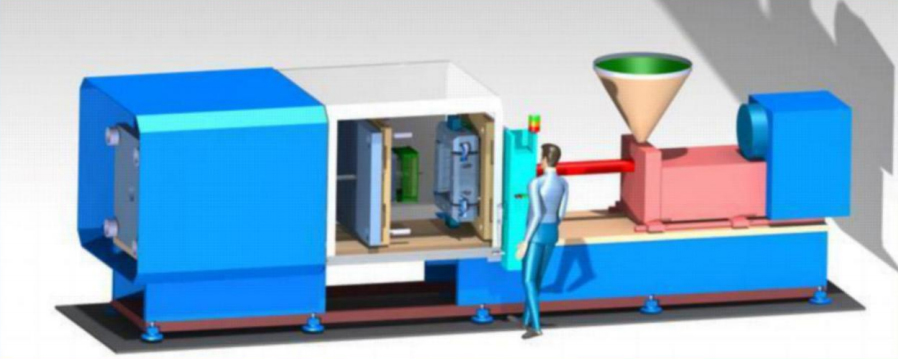
注塑工艺
| a |
建议使用通用型3段螺杆(进料、压缩和计量)加工混有高强度的空心玻璃微珠的树脂; |
| b |
料筒尺寸,螺杆长径比16:1-22:1; |
| c |
压缩比,低压缩比螺纹,通常为2:1-3:1; |
| d |
推荐采用低注塑速度; |
| e |
温度设定:含空心玻璃微珠的混合物通常比无填充物的树脂需要更高的温度。在树脂承受温度的上限情况下熔融可以降低粘度,获得流畅和光滑的无瑕疵表面 |